
推荐产品 / Product
工程案例 / Solution
常见问答 / Q & A




不锈钢有缝管件弯头圆形环壳的成型工艺
Oct.09,2023浏览量:980返回上一页
不锈钢有缝管件弯头成型工艺过程一般是一个圆形环壳可以切割成4个900弯头或6个600弯头或其它规格的弯头,该工艺适用于制造弯头中径与弯头内径比大于1.5的任意规格大型弯头,是目前制造大型弯头的理想方法。
下面,来详细讲讲不锈钢弯头的成型工艺:
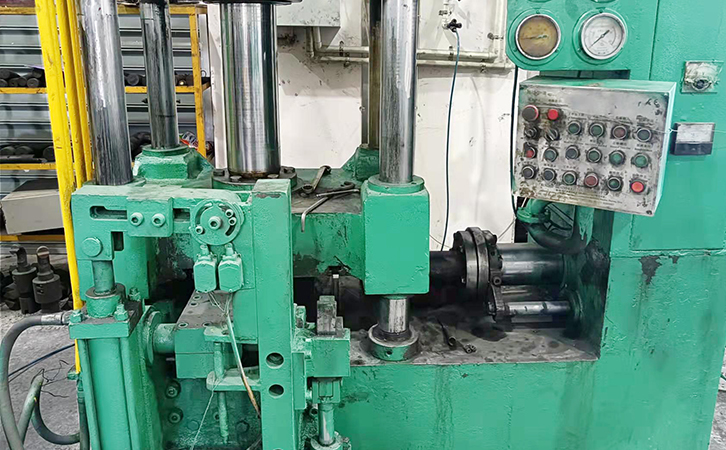
一、切削加工。切削加工是完成管件的焊接端部、结构尺寸、形位公差加工的工序。对有的管件产品切削加工还包括内、外径的加工。切削加工主要通过机床或通用机床完成;对于尺寸过大的管件,当现床能力无法达到加工要求时,还可以用其它方法完成加工,例如大口径弯头采用的气割后打磨的方法。管件的外观、尺寸检验通常在切削加工后进行。
二、表面处理。管件的表面处理通常采用喷砂、抛丸、打磨、酸洗等方法进行,以产品表面的锈蚀,划痕等,使产品达到光滑的表面,达到后续加工、检验的要求。对采用抛丸进行表面处理的管件,其表面硬度会略有增加。
三、焊接。带焊缝的管件包括两种情况,一种是用焊管制造的管件,对管件制造厂来说,采用焊管的成形工艺与采用无缝管的成形工艺基本相同,管件成形过程不包括焊接工序;另一种是由管件制造厂完成管件成形所需要的焊接工序,如单片压制后再进行组装焊接成形的弯头、用钢板卷筒后焊接成管坯再进行压制的三通等。管件的焊接方法常用的有手工电弧焊、气体保护焊以及自动焊等。制造厂应编制焊接工艺规程用以指导焊接工作,并应按相应规范要求进行焊接工艺评定,以验证焊接工艺规程的正确性和评定焊工的施焊能力。
