
推荐产品 / Product
工程案例 / Solution
常见问答 / Q & A




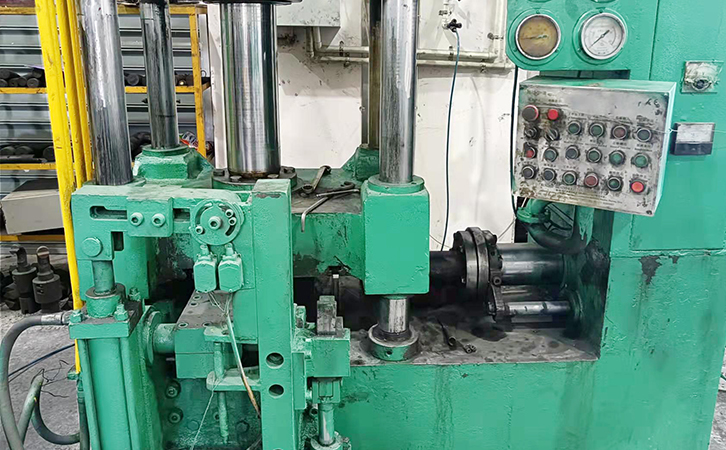
不锈钢管件刨铣时铣削速率与服务时间的因素
May.09,2023浏览量:962返回上一页
不锈钢管件材进行刨铣时,铣削速率与服务时间之间的折中做法是影响经济性的决定性因素。在一次试验中,钢袋接受十五次湿式进刀,然后再接受十次干式铣削。其间在较长时间的运行之后会产生刀瘤和轻微的自由面磨损,因此在将来应对所有钢袋进行湿式加工。然后使用直径为81毫米、带有六个刀片的仿形铣刀。在相同的切削数值下,对不锈钢冲压弯头袋上方的平面进行16.7分的干式铣削,与竞争对手的圆盘刀具相比,这种不锈钢冲压弯头的使用寿命明显提升。
不锈钢无缝和有缝弯头的主要类型有哪些?下面,为您详细讲讲:
一、带凸缘和圆缘的管件,前者指管子端部向内侧或外侧凸,后者指在管的圆周方向形成隆起的或凹槽的管件;
二、不锈钢弯头变壁厚的管件,指沿管子长度方向使壁厚发生变化;
三、不锈钢弯头弯曲管件,我们接触比多的,就是将直管变为不同曲率半径的弯管,如弯头、弯管等等;
四、不锈钢弯头变直径管件,指管端或管上某一部分直径减小;
五、带卷边和封底类的管件,增加管端总强度向管的外侧或内侧卷边或将管件端部封住的管件;
六、改变断面的管件,根据要求,将圆形断面变为方形、椭圆形、多边形等等。
