






 查看大图
查看大图 查看大图
查看大图 查看大图
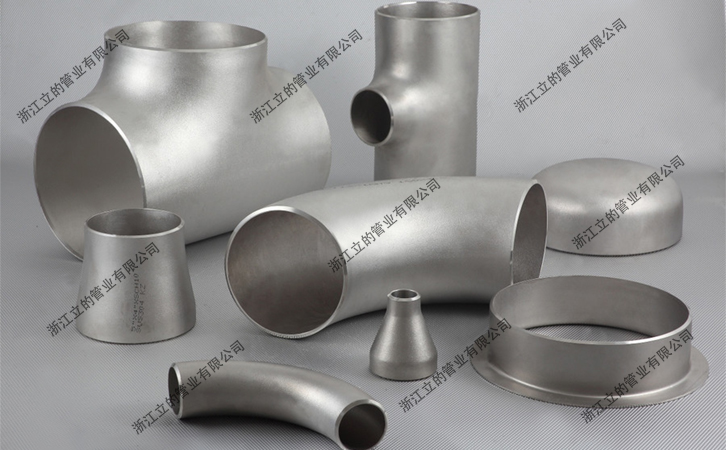
查看大图不锈钢弯管是改变管道方向的管件。在管子交叉、转弯、绕梁等处,都可以看到不锈钢弯管。 不锈钢弯管的弯曲半径: r≤6000mm,且r≥3d(用r等于3d、4d、5d、6d、7d、8d、9d、10d来表示弯曲半径,d为管子外径)

产品名称:不锈钢弯管
产地:浙江温州 特殊功能:耐腐蚀、耐高压
产品包装:编织袋/纸箱/木箱/客户指定
产品规格:DN15-DN3200
制造标准:GB12459-90、GB12401-90、ASME/ANSI B16.9、DIN、JIS等
产品材质:304、304L、316、316L、317L、321、2205、2507等
产品规格:无缝 从DN15到DN600 1/2"~24" ;有缝 从DN15到DN1200 1/2"~48"
产品用途:广泛应用于石化、乳品、食品、啤酒、饮料、制药、化妆品等工业领域。
产品用途:广泛应用于石化、乳品、食品、啤酒、饮料、制药、化妆品等工业领域。
弯管时,弯头里侧的金属被压缩,管壁变厚;弯头背面的金属被拉伸、管壁变薄。弯曲半径越小,弯头背面管壁减薄就越严重,对背部强度的影响就越大。为了使管子弯曲后不致对原有的工作性能有过大改变,一般规定管子弯曲后,管壁减薄率不得超过15%。
煨制弯管一般不允许产生皱纹,如有个别起伏不平的地方,其高度亦不得大于以下规定:管径小于或等于125mm时,不得超过4mm;管径小于或等于200mm时,不得超过5mm。
在进行弯管工作之前,必须先算出管子弯曲段的展开长度,并划出弯曲的始点,以便弯曲后能得到正确的半成品件。
制造标准:GB12459-90、GB12401-90、ASME/ANSI B16.9、DIN、JIS等
弯管按其制作方法不同,可分为煨制弯管、冲压弯管和焊接弯管。煨制弯管又分为冷煨和热煨两种。
弯管尺寸由管径、弯曲角度和弯曲半径三者确定。弯曲角度根据图纸和施工现场实际情况确定,然后制出样板,照样板煨制并按样板检查煨制管件弯曲角度是否符合要求。样板可用圆钢煨制,圆钢的直径根据所煨管径的大小选用,10-14mm即可。弯管的弯曲半径应按管径大小、设计要求及有关规定而定。既不能过大,也末虚选得太小。因为弯曲半径过大,不但用材料多,而且管子弯曲部分所占的地方也大,这样会给管道装配带来困难;弯曲半径选得太小时,弯头背部管壁由于过分伸长而减薄,使其强度降低,而在弯头里侧管壁被压缩,形成皱纹状态。因此,一般规定:热煨弯管的弯曲半径应不小于管子外径的3.5倍;冷煨弯管的弯曲半径应不小于管子外径的4倍;焊接弯头的弯曲半径应不小于管子外径的1.5倍;冲压弯头弯曲半径应不小于管子外径。
根据客户数量来定,现货当日即发,定制产品1-7天.

OEM定制